Project-Based Scheduling for Oil & Gas Machine Shops: When the Rig Count Drives Demand
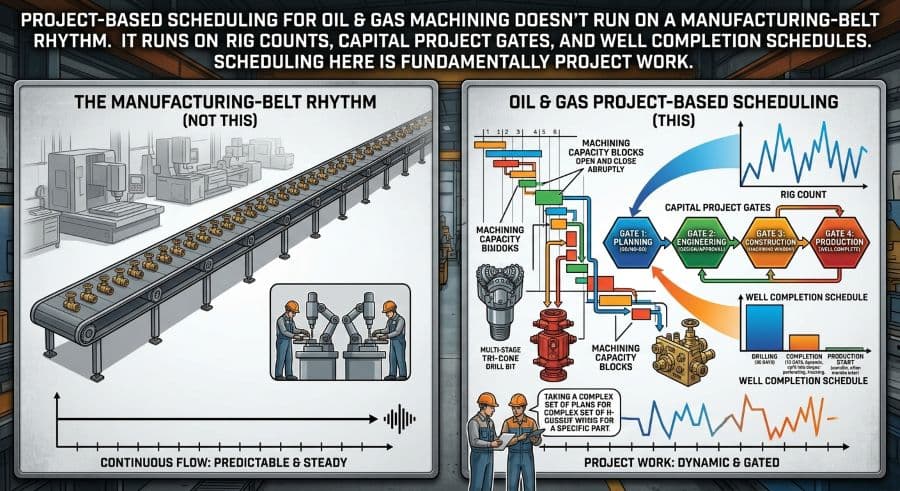
Oil & gas machining doesn't run on a manufacturing-belt rhythm. It runs on rig counts, capital project gates, and well completion schedules. Scheduling here is fundamentally project work.
The schedule problem oilfield shops actually have
The rig count moves on a Friday. Eight weeks later, a downhole tools company calls your shop needing forty mud motor housings — in Inconel, fully traceable — before a completion crew mobilizes to a pad in the Permian. They give you a date, not a forecast. Miss it and the part isn't the problem; the standby crew and the delayed well are.
That is what oil and gas machine shop scheduling actually looks like. It is not a steady belt of repeating jobs you can level out across the week. It is a series of projects, each tied to an external event — a spud date, a completion window, a capital-project gate — that your shop does not control and cannot move.
Most production scheduling advice assumes flow: a known mix of parts moving through known machines at a roughly known rate. Oilfield work doesn't run that way. Demand follows rig counts, operator capital budgets, and well completion schedules, and it arrives in bursts with hard delivery windows attached.
This article is about scheduling a shop whose demand is project-shaped, not belt-shaped — why the difference matters, where the usual utilization-first advice fails, and how to build a schedule that survives a rig schedule that keeps moving.
Why oilfield demand doesn't behave like a production line
In a conventional job shop — say a 25-employee fabricated-metal shop running 18 machines — demand has texture but not whiplash. Orders arrive across a mix of customers, some repeat, some new, and the week-to-week volume moves within a band. You can schedule against an average because the average means something.
Oilfield machining has no such average. Demand is downstream of drilling and completion activity, and that activity is downstream of two things you can watch but not influence: commodity prices and operator capital budgets.
The clearest leading indicator is the rig count. Baker Hughes has published a weekly North American rig count since the 1940s, and it's the number every oilfield-adjacent shop tracks because it forecasts demand weeks out. When rigs come off contract, the orders for bits, tools, and replacement components that feed those rigs thin out on a lag. When operators add rigs, the work comes back the same way — delayed, then all at once.
The U.S. Energy Information Administration (EIA) sits one layer up. Its short-term outlooks on price and production shape the capital-spend decisions that move the rig count in the first place. A single operator deciding to defer or accelerate a capital program can reshape a regional machine shop's quarter.
The result is amplitude. A flow shop's demand curve looks like gentle hills. An oilfield shop's looks like a seismic trace — long flat stretches punctuated by spikes, and the spikes carry hard dates. That whipsaw is what makes oil and gas machine shop scheduling a project discipline rather than a flow one.
And the cost of getting it wrong isn't abstract. Manual scheduling quietly bleeds 5–10% of revenue in a typical job shop (Qlector 2025) — on a $2M shop, that's $128,000 to $276,000 a year. Project-shaped demand makes manual scheduling harder, not easier, because there is no steady rhythm to fall back on between the spikes.
What "project-based" actually means for a machine shop
Flow-based scheduling and project-based scheduling are not two flavors of the same task. They optimize for different things, and confusing them is the root cause of most oilfield scheduling pain.
Flow-based scheduling assumes a repeating process. You have a known set of part families, a known routing, and a goal of keeping the line moving at a steady rate. The questions are about throughput and balance: which machine is the bottleneck, how do I keep it fed, how do I level the mix so nothing starves and nothing piles up. The complete guide to production scheduling for job shops covers this mode in depth, and for a high-repeat shop it's the right one.
Project-based machining inverts the priority. Each job — or each campaign of related jobs — has a hard external gate date and a finite delivery window, and that window is set by someone else's schedule, not by your machine availability. The question is no longer "how do I keep the line balanced." It's "can this specific job clear every operation before its gate, given everything else already committed to the same machines."
In project work you schedule backward from the date the customer needs the part, not forward from when a machine happens to be free. You care about the critical path through a job — the longest chain of dependent operations, including the ones you don't control, like material lead time and outside heat-treat or coating — because that chain, not your spindle hours, determines whether you hit the date.
This is why energy industry production scheduling has more in common with construction project management than with automotive line balancing. The unit of planning is the project and its deadline, not the machine and its hour.
The downhole tool problem: long lead times meet short delivery windows
Downhole tool scheduling concentrates everything hard about project-based work into one job type.
Downhole tools — mud motor components, drilling jars, MWD and LWD housings, completion and fishing tools — are machined from materials that don't sit on a shelf. Inconel 718, modified 4145H, 17-4 PH, beryllium copper for non-magnetic sections: these alloys carry real material lead times, and the bar you need for a rush order is often the bar you have to wait weeks to receive. Then much of this work runs under API specifications, which add certification, traceability, and inspection steps that can't be compressed by working a weekend. If your shop is moving toward certified work, the scheduling considerations for API-certified machining are their own planning problem.
So you have a long, partly external supply chain feeding a short, externally imposed delivery window. The customer gives you weeks of notice; your material and certification chain needs more than that. The only way the math works is if capacity is reserved before the order is formally released — against the forecast, the rig count, and the known cadence of a repeat operator's campaigns.
That's the scheduling discipline most spreadsheet-run shops can't sustain. A spreadsheet can show you the jobs you've accepted. It struggles to show you the capacity you've implicitly committed to a customer who hasn't sent the PO yet but will, on a date you can predict from their drilling program. Project-based machining lives or dies on managing committed-but-not-yet-released work, and that's exactly the layer a flat schedule leaves invisible.
Why utilization is the wrong target for oil and gas machine shop scheduling
In a flow shop, high utilization is a virtue. If your bottleneck machine runs 90% of available hours, you're using the asset you paid for. Chasing utilization makes sense when demand is steady, because the next job is always close behind.
In a project-based oilfield shop, running hot is a trap.
The whole point of the work is the ability to absorb a rush order tied to a completion date. If your capable machines — the few that can hold tolerance on Inconel and carry the certification — are already booked to 95%, you have nothing left to give the customer whose completion crew mobilizes in three weeks. You'll either miss their window or blow up your existing schedule to fit them, and resequencing under pressure is where errors happen. A scheduling conflict that reaches the floor — the wrong job set up, two jobs contending for one machine — costs $250 to $1,000 per incident in restart, resequencing, and lost capacity (Product Brief §2). In a shop that's already maxed, those incidents multiply.
There's a reliability dimension too. Pushing equipment at maximum load with no slack drives more unplanned stoppages, and unplanned downtime runs about 35% more expensive than planned downtime (Arda Cards 2026) once you count the disruption around it.
The right target for oilfield work isn't peak utilization — it's protected slack on the constraint. You deliberately hold capacity in reserve on the machines and operators that run the certified, exotic-alloy work, because that reserve is the product you're actually selling: the ability to say yes to a rush tied to a rig schedule. Managing that reserve across a boom-and-bust cycle is its own discipline; the mechanics of elastic capacity management for oil and gas shops get into how to flex it up and down without carrying dead cost through a downturn.
How to schedule a project-shaped shop
The practices that work in oilfield machining all follow from one idea: the schedule serves the gate dates, and the gate dates come from outside your shop. Here's what that looks like in practice.
- Schedule backward from the promised ship date. Start at the gate and work upstream through every operation — including material receipt, outside processing, and inspection — to find the latest each step can start. If the math says a step has to begin before today, you want to know that at quote time, not at the eleventh hour.
- Make committed capacity visible, not just accepted orders. Reserve windows on your constrained machines for repeat operators' known campaigns before the PO lands. A schedule that only shows released work is lying to you about how full you are.
- Schedule the constraint, not the shop. In most oilfield shops, two or three machines and a handful of certified operators do the work that actually gates delivery. Plan those resources deliberately and let the rest follow.
- Hold slack on the constraint on purpose. Decide how much rush capacity you're carrying and defend it. Slack that isn't named gets filled, and then the rush order has nowhere to go.
- Re-sequence fast when the rig schedule moves — because it will. Completion dates slip, spud dates pull forward, an operator reshuffles a program. The shop that can drag a job to a new slot and instantly see the downstream impact reacts in minutes; the shop rebuilding a spreadsheet reacts in hours, after the damage.
That last point is where the tool matters. A static spreadsheet can hold a plan, but it can't show you the ripple when one date moves — which jobs now conflict, which gate is now at risk, which operator is now double-booked. A visual schedule you can re-sequence by dragging a job and immediately see the consequences is the difference between managing a moving rig schedule and being managed by it. The same concentration of demand shows up in other project-shaped verticals; a regional mold and die shop lives with the same bursty, deadline-driven rhythm even though its end market looks nothing like oilfield.
Where enterprise scheduling software fits — and where it doesn't
Project-based, finite-capacity scheduling is a solved problem at the top of the market. Enterprise Advanced Planning and Scheduling (APS) platforms like PlanetTogether do exactly this kind of constraint-based, multi-resource optimization, and they do it well for the organizations they're built for: Fortune 500 and multi-plant manufacturers with an existing ERP backbone to integrate against. PlanetTogether runs as a finite-capacity optimization layer on top of that ERP, with a multi-month implementation to match. Pricing reflects the segment, reported at $50,000+ per year (PlanetTogether, pricing).
For a large oilfield-equipment OEM running several plants, that's a reasonable fit. For a 25-machine job shop reacting to a rig count, it usually isn't — not because the software is weak, but because the model is built for a different problem. An SMB oilfield shop doesn't have a dedicated planning team, a multi-month integration budget, or the ERP scaffolding APS assumes. It has a production manager who needs to see the schedule, move a job, and know by lunch whether next week's completion order still fits.
That's the gap Visual Machine Scheduler is built for: drag-and-drop, finite-capacity scheduling a working shop can stand up in days instead of quarters, with no ERP dependency to satisfy first. It gives a project-shaped shop the two things the spreadsheet can't — committed-capacity visibility and instant re-sequencing — without the weight of an enterprise APS deployment. The choice isn't enterprise optimization versus a spreadsheet. It's matching the tool to how an SMB oilfield shop actually decides.
The throughline
Oil and gas machine shop scheduling is project management wearing a machinist's apron. Demand follows rig counts, capital gates, and completion windows — events you can forecast but not control — and it arrives in bursts with hard dates attached. Schedule backward from those dates, make your committed capacity visible before the PO lands, protect slack on the machines and operators that actually gate delivery, and build for fast re-sequencing, because the rig schedule will move.
The next step in the decision isn't "buy scheduling software." It's deciding whether your current schedule can answer one question fast: when an operator moves a completion date by a week, which of your jobs are now at risk, and which machine is the pinch point? If the answer takes you an afternoon in a spreadsheet, you're reacting too slowly for project-shaped work.
If you want to see what backward-from-the-gate scheduling looks like in your own shop, start a free trial of Visual Machine Scheduler — 14 days, no credit card required. And if you'd rather work through the planning side first, you can also browse the store for related planning resources.
Ready to go beyond the guide?
Most shops are on a live Gantt board within 60 minutes of sign-up, with their existing job list imported from Excel.
Get shop floor scheduling guides in your inbox
Practical articles for production managers — no spam, unsubscribe anytime.
Related articles
Scheduling an API-Certified Machining Operation: Traceability and Documentation Considerations
API-certified machining isn't just a quality label. It's a documentation chain that has to follow every part from raw ma…
Long-Cycle Job Scheduling for Mold & Die Shops: The 12-Week Build Problem
Mold and die shops are the longest-cycle work in machining. A single program can occupy a machining center for 6–14 week…
Mixed-Portfolio Scheduling: Balancing Short Runs, Long Runs, and Repair Work
Textbook scheduling assumes you're either high-mix-low-volume or low-mix-high-volume. Real job shops are both, often on …