Long-Cycle Job Scheduling for Mold & Die Shops: The 12-Week Build Problem
Mold and die shops are the longest-cycle work in machining. A single program can occupy a machining center for 6–14 weeks. Scheduling that is a fundamentally different problem.
The 12-week build and the Wednesday repair
A mold program lands on Monday. The customer needs a multi-cavity injection tool, and the quote you signed promises first tryout in twelve weeks. You block the time, assign your best toolmaker, and start cutting steel.
On Wednesday, a different customer's production mold cracks a core pin. Their line is down. They want it back Friday.
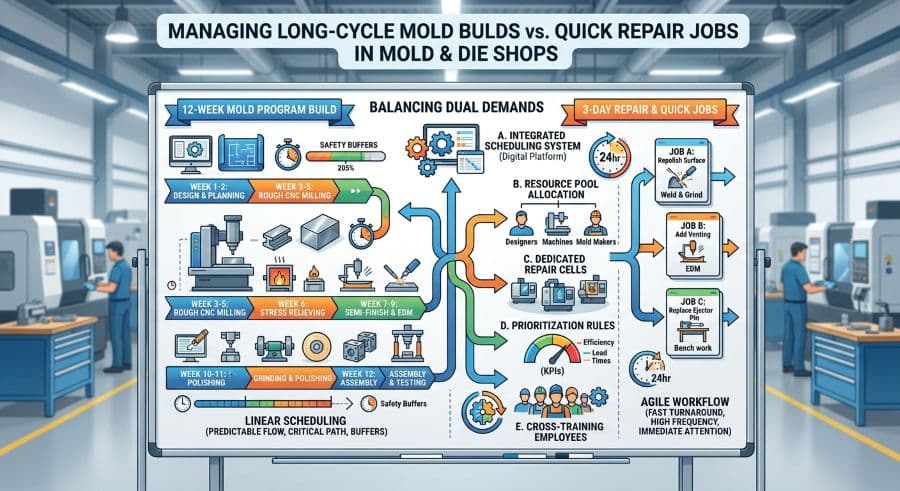
That collision — a long, planned, high-value build against a short, unplanned, urgent repair — is the scheduling problem that defines a mold and die shop. It is not the problem most scheduling advice is written for.
A mold or die can occupy your machining centers, Electrical Discharge Machining (EDM) equipment, and grinders for six to fourteen weeks. A typical production machining job is measured in hours or days. You cannot schedule the twelve-week build the same way you schedule the three-day job, and the shops that try end up doing both badly.
Here's how long-cycle programs actually move through a mold shop, why short-cycle scheduling logic breaks on them, and how to keep a twelve-week build on its promised date while the repair work keeps coming in the door.
A mold build is a sequence, not a block
The most common mistake in long-cycle scheduling is treating the build as one continuous block of machine time. It isn't. A mold program is a sequence of operations with dependencies, handoffs, and waiting.
A simplified arc for an injection mold looks like this: design and engineering, rough machining of the cavity and core blocks, heat treat, finish machining, EDM for the detail geometry that milling can't reach, bench fitting and assembly, polishing, then spotting and first tryout (T1), followed by T2 and the revisions that come out of each.
Most of those steps run on different equipment. Several run outside your building. Heat treat usually ships to a vendor and sits in that vendor's queue for days before it comes back. Texturing, coating, and laser welding are often outside processes too.
So the cavity block does not sit on one CNC machining center for twelve weeks. It spends a week or two in roughing, leaves for heat treat, comes back for finishing, waits for electrodes to be burned, moves to EDM, and so on. Between those operations, the machine that was "tied up with the mold" is actually free.
That gap is the whole game. The critical path — the longest dependent chain of operations, the one that sets the delivery date — runs through some of those steps and not others. A three-day slip at heat treat moves your tryout date by three days. A three-day slip on a non-critical polishing step moves nothing. If your schedule can't tell the difference, you can't protect the date that matters.
The sequence also loops. T1 rarely ships the mold; it produces a list of corrections, which means the cavity goes back to bench, sometimes back to EDM, occasionally back to a machining center, before T2. A long-cycle schedule has to leave room for that loop, because a build that's "done at tryout" on the calendar is often a week or two from actually being done. Shops that schedule tryout as the finish line, rather than as the start of the revision cycle, blow the same date over and over.
Why short-cycle logic breaks on long-cycle mold and die work
Most shops schedule with a whiteboard, a spreadsheet, or an ERP module built for repeat production. All three work fine for short jobs and fail in predictable ways on long ones.
A whiteboard shows this week, maybe next. A twelve-week build runs off the edge of the board. You can write "MOLD 4471" in a corner, but you can't see its internal sequence, its critical path, or where it sits today. The board tells you what's running now, not whether a program three weeks out is already in trouble.
A spreadsheet can hold a Gantt chart. What it can't do is react. When heat treat calls to say your blocks will be a week late, every downstream date in the spreadsheet is now wrong, and someone has to re-key all of them by hand. With six to ten concurrent builds, each six to fourteen weeks long, plus the repair work, the manual schedule is stale within a day of being built. People stop trusting it, and once they stop trusting the schedule they go back to asking the lead hand what's actually happening on the floor.
This is the same failure mode that breaks Excel-based scheduling in any high-mix shop, which we cover in more depth in our guide to production scheduling for job shops. Long-cycle work just makes it arrive faster, because the planning horizon is longer than any whiteboard and the dependency chains are longer than any spreadsheet wants to maintain.
The cost is not abstract. Manual scheduling inefficiency runs an estimated 5–10% of revenue in a typical job shop (Qlector 2025). For a shop doing $2M a year, that is between $128,000 and $276,000 once the downstream effects are counted. In a mold shop, the single largest contributor to that number is usually a missed tooling date, because the customer built a product launch around it.
Schedule the milestones, not the job
The fix starts with changing the unit you schedule. Stop scheduling "the mold" as one entry and start scheduling its milestones — the phases, with their dependencies and their planned start and finish dates.
Three rules make this work.
First, reserve capacity for the anchor operations. The long roughing block and the EDM burns are the operations that have to happen on specific machines and can't easily move. Treat those as fixed reservations on the schedule. Everything else flexes around them.
Second, fill the gaps deliberately. When the cavity block is out at heat treat, the machining center it will return to is free for days. That time is real capacity — use it. But fill it with work that will be done and off the machine before the block comes back, not with another long job that will collide with the returning build. Reserve-and-fill is the core discipline of long-cycle scheduling, and it's the part a short-job mindset never develops.
Third, put outside processes on the schedule as real, timed items — not as instant handoffs. Heat treat is not a zero-time event between two machining steps; it is a lead-time item with a queue you don't control. Most blown mold dates trace back to an outside-process step that everyone treated as a handoff instead of as a scheduled block of lead time.
Consider a 30-employee mold shop in Michigan running eight machining centers and three EDM units. It carries seven active builds at any given time, each somewhere on its own six-to-fourteen-week arc. Scheduled by job, that's seven blocks fighting for eight machines and a constant guessing game about what's actually free. Scheduled by milestone, it's a much clearer picture: which anchor operations are locked this week, which machines open up when builds leave for heat treat, and which gaps can absorb a short job without endangering a returning block.
Doing this well depends on knowing your true available capacity across machines and weeks, which is its own discipline — see our breakdown of capacity planning for mold and die shops. The schedule is only as honest as the capacity numbers underneath it.
Plan for the repair that hasn't happened yet
The Wednesday repair is not an exception. In a mold shop it is a structural feature of the workload, and the schedule has to assume it.
A production mold down at a customer's plant is the definition of unplanned work, and unplanned work is expensive. Unplanned downtime runs about 35% more than planned downtime to resolve (Arda Cards 2026), and that premium shows up in your shop as overtime, resequencing, and disruption to whatever the repair displaced. When an urgent repair shoves a build off its machine and breaks its sequence, the restart and resequencing alone can cost $250–$1,000 per incident (Product Brief §2) — before you count the days the displaced build lost.
You have two honest options, and pretending you have neither is what gets shops in trouble.
One: hold a buffer. Reserve a machine, a cell, or a shift for hot repair work so that when it lands, it doesn't have to come out of an active build's critical path. The buffer looks like idle capacity on paper. It is actually insurance on every date you've already quoted.
Two: make the displacement decision on purpose. If a repair has to take capacity from a build, decide which build slips and tell that customer now, while there's still time to manage it — not at tryout, when the slip has already compounded. A schedule that shows you the downstream impact of moving one block lets you make that call in minutes instead of discovering it three weeks later.
The shops that handle repair intrusion well aren't the ones that never get surprised. They're the ones whose schedule absorbs the surprise without lying about every date behind it.
EDM and electrodes are their own constraint
In many mold shops the real bottleneck isn't the milling — it's the EDM. Sinker EDM can't run until its electrodes are machined, so every burn has a graphite or copper milling job in front of it, and the electrode work quietly governs the burn schedule.
Long-cycle scheduling that ignores the electrode-to-EDM dependency will keep producing tryout dates the EDM department can't hit. Because this constraint is specific enough to deserve its own treatment, we've covered it separately in scheduling around the EDM bottleneck. For long-cycle planning, the one thing to get right is sequencing: electrodes have to be scheduled as predecessors to their burns, with enough lead that the EDM isn't sitting idle waiting on graphite.
Why inventory-first MRP tools are a different shape of problem
A lot of growing shops reach for a Material Requirements Planning (MRP) or ERP system when scheduling gets hard, and find the scheduling part doesn't fit. The reason is structural, not a matter of quality.
Tools like Katana are cloud MRP systems built inventory-first, with scheduling offered as a secondary module; the Core Plan starts at $299/month, with additional modules from $199 to $999/month (katanamrp.com/pricing, verified May 2026). MRPeasy is a per-user cloud MRP running $49 to $99 per user per month across its tiers (mrpeasy.com/pricing, verified 2026). Both are organized around bills of material, inventory, and repeat production orders.
That organizing principle is the friction for mold work. A mold is a one-off. There is no repeat bill of material to plan against and no inventory to replenish — the "material" is a few blocks of tool steel and a stack of electrodes. The value and the risk live in the labor sequence and the machine time, across a critical path that runs for weeks and crosses outside processes. That is a finite-capacity sequencing problem. An inventory-first system can track your steel and your purchase orders well; it's simply organized around a different question than the one a one-off mold build poses — whether tool 4471 will hit T1 on the date you promised.
Utilization is the wrong scorecard for a mold shop
One more correction, because it changes what you optimize for. Most scheduling content tells you to chase machine utilization. For long-cycle mold work, utilization is close to the wrong number.
A mold shop can run every machine near full and still miss every tryout date, because in long-cycle work the constraint is sequence and outside-process lead time, not raw machine hours. Pushing utilization can even work against you: fill the gap left by a build at heat treat with another long job, and you've raised utilization while setting up a collision when the first build returns.
The number that matters is on-time milestone delivery — are your builds hitting their phase dates, and is the quoted tryout date still real today? That's the metric a long-cycle schedule should be built to protect. Track promise dates against the live critical path, and you'll know whether a date is in trouble while you can still do something about it, instead of at tryout when it's too late.
What to do with this
Long-cycle scheduling comes down to a few habits: schedule milestones instead of jobs, reserve capacity for anchor operations and fill the gaps on purpose, treat outside processes as lead-time items, plan for repair intrusion before it happens, respect the electrode-to-EDM sequence, and measure on-time delivery rather than utilization. None of that requires software. All of it gets dramatically easier with a schedule that spans the full multi-week horizon, shows dependencies, and re-flows downstream dates the moment one step moves.
That's the gap a visual scheduler fills. Drag a phase, and every dependent date moves with it. See all your active builds on one timeline — whether you run a shop in Michigan, Ohio, or the Chicago–Rockford tooling corridor — with their critical paths and promised dates in view at once. If you want a starting point before committing to a tool, our store has templates and resources for shop planning.
If you'd rather see your own builds on a timeline that reacts when heat treat slips, you can try MachineScheduler free — no credit card required, 14-day trial. The next time a Wednesday repair lands, the question won't be whether your schedule survives it. It'll be which build you choose to move, and what you tell that customer, with the full picture in front of you.
Ready to go beyond the guide?
Most shops are on a live Gantt board within 60 minutes of sign-up, with their existing job list imported from Excel.
Get shop floor scheduling guides in your inbox
Practical articles for production managers — no spam, unsubscribe anytime.
Related articles
Scheduling an API-Certified Machining Operation: Traceability and Documentation Considerations
API-certified machining isn't just a quality label. It's a documentation chain that has to follow every part from raw ma…
Project-Based Scheduling for Oil & Gas Machine Shops: When the Rig Count Drives Demand
Oil & gas machining doesn't run on a manufacturing-belt rhythm. It runs on rig counts, capital project gates, and well c…
Mixed-Portfolio Scheduling: Balancing Short Runs, Long Runs, and Repair Work
Textbook scheduling assumes you're either high-mix-low-volume or low-mix-high-volume. Real job shops are both, often on …