Capacity Planning for Mold & Die Shops: When Your Bottleneck Is One Machinist
In most job shops, the bottleneck is a machine. In a mold and die shop, it's a person. Capacity planning has to account for that.
The EDM is idle and you still can't take the job
It isn't the wire EDM stopping you. The machine is sitting there, ready. The problem is that the only person who can program the burn, fit the electrode, and bench the tool when it comes off is already committed to two other molds, and both of those are behind. You can buy another EDM. You cannot buy another journeyman this quarter, and probably not this year.
That's the part most capacity-planning advice gets wrong for a mold and die shop. The standard playbook treats capacity as a machine question: count your spindles, measure utilization, find the cell running hottest, add capacity there. In a fabrication or contract-machining shop, that logic mostly holds. In a mold shop, it points you at the wrong constraint. Your bottleneck is rarely the machine. It's the experienced mold maker — and there are fewer of them every year.
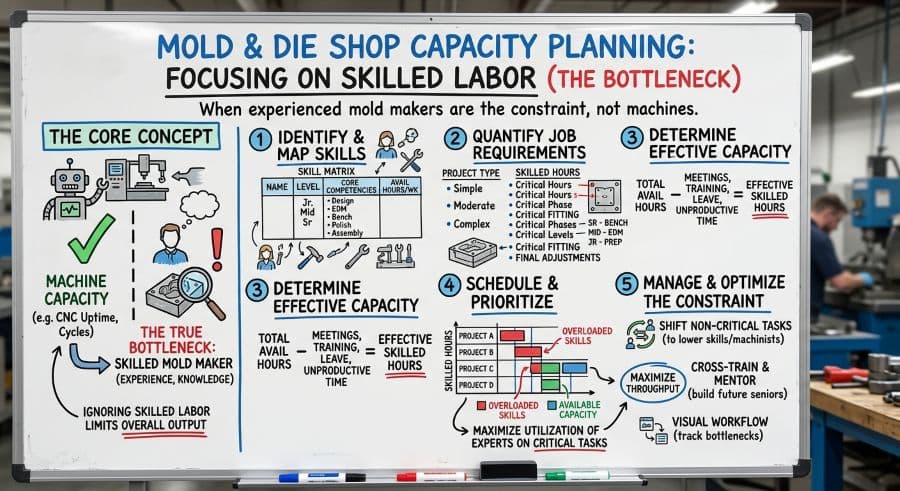
This article is about capacity planning when the constraint is a person, not a piece of equipment: how to find the real bottleneck, how to plan in skilled-hours instead of spindle-hours, and how to schedule so your most constrained people are the last resource you ever leave idle.
Why machine utilization is the wrong starting metric for a mold shop
Overall Equipment Effectiveness (OEE) is the metric most scheduling guides push you toward first. It's a good one — Availability × Performance × Quality, with a world-class benchmark of 85% (Nakajima/TPM literature). For a shop where the machine is the constraint, OEE tells you exactly where capacity is leaking.
A mold and die shop is not that shop.
Mold work is front-loaded and back-loaded with human effort that no spindle-hour metric captures. Before a single chip flies, someone interprets the part, designs the tool, splits the cores and cavities, and plans the build. After the steel comes off the machines, someone has to spot, fit, bench, and try the tool — and benchwork is where mold jobs go to die, schedule-wise. The machining in the middle might be a third of the calendar time on a complex mold. Measure the machines and you're measuring the easy third.
Here's the structural reason machine utilization misleads you. A machine can run unattended; a person can't. One skilled mold maker is available maybe 40 hours in a 168-hour week. You can hang ten machines off that person, run them lights-out, and post a flattering utilization number — and throughput is still capped at those 40 hours, because every one of those jobs eventually lands back on the same bench. The math is checkable: the constrained resource sets the ceiling, and the constrained resource is wearing safety glasses, not bolted to the floor. Chasing mold shop capacity utilization on the machines is optimizing the part that was never going to be your limit.
There's a comfortable version of this that every shop tells itself. The utilization dashboard is green, the spindles are turning, the floor looks busy — so capacity must be fine. It feels like data. But a busy machine feeding a starved or overloaded bench is just expensive motion. The honest signal isn't whether the iron is running; it's whether the constrained person has more work queued in front of them than they can clear. That number rarely shows up on a machine-centric dashboard at all, which is exactly why shops keep adding equipment and keep missing dates.
Mold and die capacity planning starts with finding the constraint
Capacity planning for a mold and die shop starts with naming the constraint honestly. In most shops it's one or two of a short list:
- The mold maker or die maker who does final fit, spot, and try
- The EDM programmer/operator for complex electrode work
- The designer who splits the tool and plans the build
- The journeyman who's the only one trusted on first-off tryouts
The tell is simple. It's the person whose vacation week reorganizes the entire shop schedule. It's the skill where, when one individual is out sick, three jobs slip and nobody else can absorb the work without rework. If losing one person stalls the floor, that person is your capacity constraint — not the machine they happen to stand next to. This is the mold maker bottleneck in its plainest form.
A fast way to find it: walk the floor and ask who, if they gave notice tomorrow, you genuinely could not replace inside a year. In a contract machining shop you'll usually get a list of machines and a shrug. In a mold shop you'll get a name — maybe two. That answer is where your capacity plan actually starts.
It's also not a temporary staffing quirk. The skilled-labor shortage in mold and die is structural: the workforce is aging, apprenticeship pipelines have thinned for decades, and the specific blend of CAD literacy, metallurgy, and hand-fitting craft that defines a journeyman mold maker takes years to build and can't be hired on two weeks' notice. It bites hardest in established tooling regions where shops compete for the same shrinking pool of journeymen — the Chicago–Rockford mold and die corridor is a clear example. Planning tool and die capacity as if you can flex skilled labor up and down like machine hours is planning against reality.
Plan capacity in skilled-hours, not spindle-hours
Once you've named the constraint, change the unit you plan in. The question is no longer "how many machine-hours do I have this month." It's "how many hours of the constrained skill do I have, and how many does the current backlog demand." The general method for machine capacity planning still applies — you're just swapping the unit from spindle-hours to person-hours of the scarce skill.
Build the model around the person:
- Total available skilled-hours per week per constrained person, net of meetings, training, and tryout firefighting — be honest, it's rarely a clean 40
- Skilled-hours each open job will consume, by phase: design and split, EDM program, fit/spot/try
- The backlog's total skilled-hour demand against that weekly supply
When demand exceeds the constrained person's available hours, extra machine capacity does nothing. That's the number that tells you whether to quote four weeks or nine — and whether the next job should carry a premium or a longer lead time rather than a discount.
Put rough numbers to it. Say a 35-employee mold shop runs a dozen machines but has two journeymen who own all final fit, spot, and try. Net of meetings and tryout firefighting, each gives you maybe 36 usable bench-hours a week — call it 72 skilled-hours of real shop capacity. Now total the backlog: eight open molds, each needing on average 40 hours of that skilled bench time before it ships. That's 320 skilled-hours of demand against 72 a week — a structural four-to-five-week queue at the bench before you've scheduled a single machine. Plug in your own numbers; the arithmetic is yours to check. The point holds either way: the queue lives at the person, and the machine schedule can't shorten it. Buy a thirteenth machine and that queue doesn't move an hour.
It's also where the cost of running this on feel shows up. Manual, gut-feel scheduling costs a typical job shop 5–10% of revenue (Qlector 2025) — for a $2M shop, $128,000–$276,000 a year. In a mold shop that cost concentrates exactly where the constrained person's time gets misallocated: a journeyman doing setup a helper could have done, or sitting idle waiting on a machine that should have been sequenced to be ready.
The handoff problem: long-cycle jobs and a single point of dependency
Mold jobs are long-cycle — weeks, sometimes months — and the constrained person isn't spread evenly across that timeline. They're concentrated at the front, in design and build planning, and at the back, in fit, spot, and try. In between, the steel is on the machines and the constrained person is, in theory, free.
In theory.
In practice, every long-cycle job in the shop wants the same person at its front end and its back end, and those windows collide. Two molds that kicked off three weeks apart both hit final benchwork the same Friday. That's the handoff problem, and it's the most common way a mold shop's schedule quietly falls apart — not a machine crash, but two jobs arriving at the same human at the same time.
The trap is that nothing looks wrong until the collision. Three weeks out, both molds read "on schedule" — the machines are running, the dates are still green, the dashboard is calm. The conflict only becomes visible when both tools land at the same bench in the same week and one of them has to wait. By then the slip is already baked in and the customer call is already overdue. A constraint you can only see on the day it bites is a constraint you can't plan around.
Sequencing long-cycle work so the constrained-skill phases don't pile up is a scheduling problem, not a staffing problem, and it's solvable with the people you already have. There's a deeper treatment of sequencing long-cycle mold and die jobs, and the EDM-specific version of this bottleneck is worth reading if electrode work is your pinch point.
How to schedule around a human bottleneck
Five moves change the outcome.
- Protect the constrained person's calendar first. Schedule the journeyman's hours before you schedule the machines. The machines fit around the person, not the other way around. It runs against shop habit, which is exactly why it works.
- Decouple machine time from person time. Roughing, drilling, and unattended cycles don't need your most skilled person standing there. Push every hour you can to less-constrained people and lights-out runs, and reserve the constrained skill for the work only it can do.
- Sequence to keep the bench fed without flooding it. Aim for a steady flow of work arriving at the constrained person — never starved, never two tryouts deep on the same afternoon.
- Make the constraint visible. On a whiteboard or a spreadsheet, the shop sees machines, not people. You need a view that shows the constrained person's load across every open job at once, so the Friday collision is obvious in week two instead of discovered on Friday.
- Quote from the constraint. Lead times and pricing should reflect the bottleneck's backlog, not the machines' availability.
This is the argument for a schedule built around resources, not just machines. A drag-and-drop Gantt that treats a person as a schedulable resource — and shows that person's load across every job in the shop — turns the handoff collision from a Friday surprise into something you resequence on a Tuesday.
The machines were never your real constraint
The shift is small to describe and hard to internalize: stop planning your mold shop around machines and start planning it around the people who are actually scarce. Count skilled-hours, not spindle-hours. Find the one or two people whose absence reorganizes the floor, protect their time first, and sequence long-cycle work so it never arrives at them in a pile.
If you want to pressure-test this in your own shop, the fastest way is to make the constraint visible. Start a free trial of Visual Machine Scheduler — drag your jobs onto a Gantt, schedule your constrained people as resources, and watch where the collisions actually land. No credit card, 14-day trial. If you'd rather start with templates and tools first, browse the store.
Ready to go beyond the guide?
Most shops are on a live Gantt board within 60 minutes of sign-up, with their existing job list imported from Excel.
Get shop floor scheduling guides in your inbox
Practical articles for production managers — no spam, unsubscribe anytime.
Related articles
The True Cost of Unplanned Machine Downtime in a Job Shop (It's 35% More Than You Think)
Unplanned downtime doesn't just cost the hours the machine is stopped — it costs the resequencing labor, the emergency o…
OEE Calculation for Manufacturers: A Plain-English Guide with Examples
OEE is the most important machine metric most job shops never track. Availability × Performance × Quality = your real ma…
How to Calculate Machine Utilization Rate (With Free OEE Template)
Machine utilization rate is one of the most important metrics in a job shop, but most production managers have no reliab…